|
|
鋼結(jié)構(gòu)百問(wèn)百答之焊接篇 二維碼
10
常用的鋼結(jié)構(gòu)連接有焊縫連接、螺栓連接、鉚釘連接,上期和大家一起分享了 有關(guān)“螺栓連接”的知識(shí) ,本期【鋼結(jié)構(gòu)Q&A】,和大家一起分享關(guān)于“焊接”的十個(gè)知識(shí)點(diǎn) 。 Q1 焊接連接的優(yōu)缺點(diǎn)? 焊接連接的優(yōu)點(diǎn): 構(gòu)造簡(jiǎn)單,不削弱構(gòu)件截面,加工簡(jiǎn)便,焊接方法種類多,可采用自動(dòng)化操作,節(jié)約鋼材,效率高,剛度較大,整體性好,密封性能好。 焊接連接的缺點(diǎn): 熱影響區(qū)域內(nèi)鋼材金相組織發(fā)生變化,局部材質(zhì)變脆; 焊后存在焊接殘余應(yīng)力及殘余變形,使受壓構(gòu)件承載力降低; 焊接結(jié)構(gòu)對(duì)裂紋很敏感,局部裂紋一旦發(fā)生,極易擴(kuò)展至整體,低溫冷脆較為突出。 Q2 鋼材的可焊性定義及影響因素? 鋼材的可焊性是指在適當(dāng)?shù)脑O(shè)計(jì)和工作條件下,材料易于焊接和滿足結(jié)構(gòu)性能的程度。 可焊性常常受鋼材的化學(xué)成分、軋制方法和板厚等因素影響。 為了評(píng)價(jià)化學(xué)成分對(duì)可焊性的影響,一般用碳當(dāng)量(Ceq)表示,Ceq越小,鋼材的淬硬傾向越小,可焊性就越好; 反之,Ceq越大,鋼材的淬硬傾向越大,可焊性就越差。 碳當(dāng)量Ceq(百分比)值可按以下公式計(jì)算:
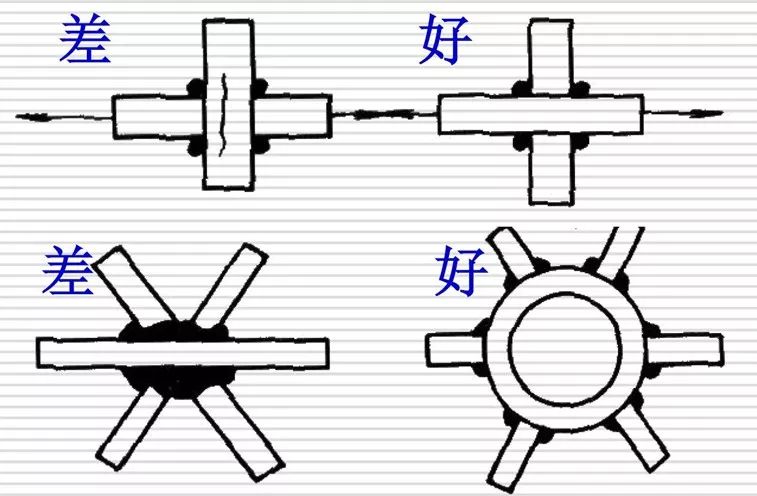
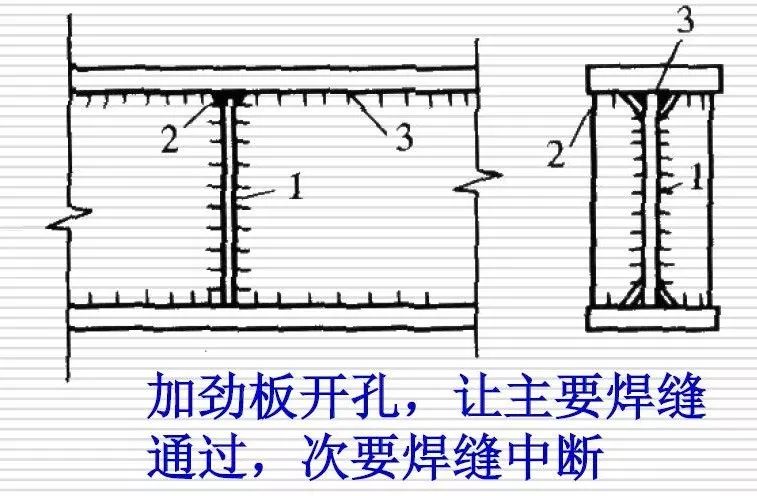
Q3 焊接應(yīng)力及焊接變形產(chǎn)生的原因及降低措施? 鋼結(jié)構(gòu)的焊接過(guò)程是一個(gè)不均勻加熱和冷卻的過(guò)程,焊接時(shí)焊縫及其附近的溫度很高,而遠(yuǎn)處大部分金屬不受熱,主體金屬的膨脹和收縮不均勻。 冷卻后,焊縫就產(chǎn)生了不同程度的收縮和內(nèi)應(yīng)力(縱向和橫向),造成焊接結(jié)構(gòu)的各種變形。 一般來(lái)說(shuō),可以從設(shè)計(jì)和加工工藝兩方面來(lái)降低焊接應(yīng)力及焊接變形: 設(shè)計(jì)措施: 合理安排焊縫位置; 合理的選擇焊縫的尺寸; 焊縫數(shù)量宜少,不宜過(guò)分集中,同時(shí)避免焊縫立體交錯(cuò); 盡量避免在母材厚度方向的收縮應(yīng)力。
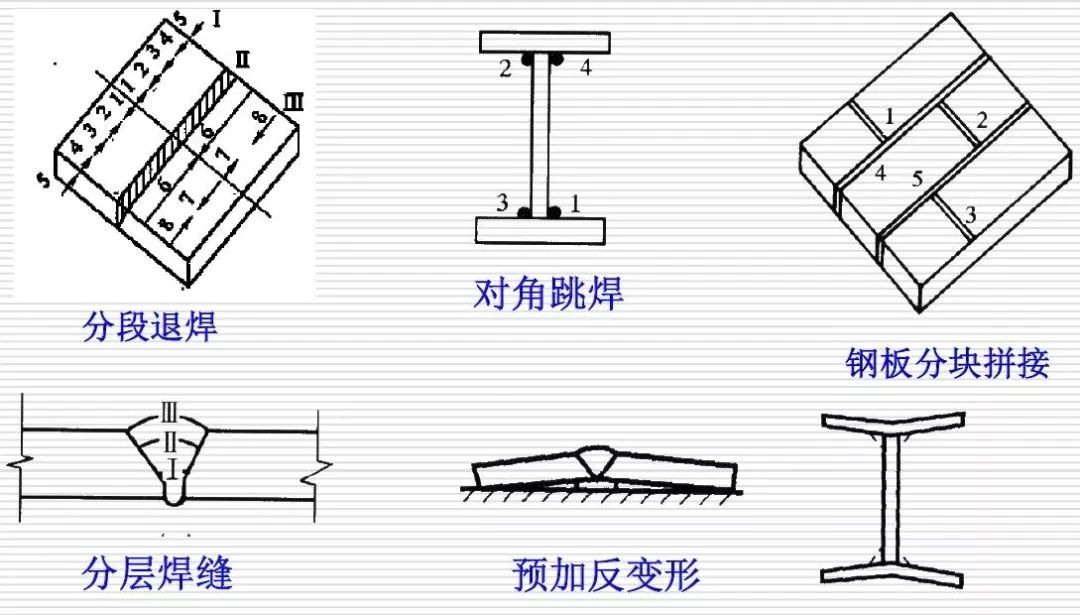
工藝措施: 合理安排焊接次序; 采用反向變形; 焊前預(yù)熱,焊后回火。
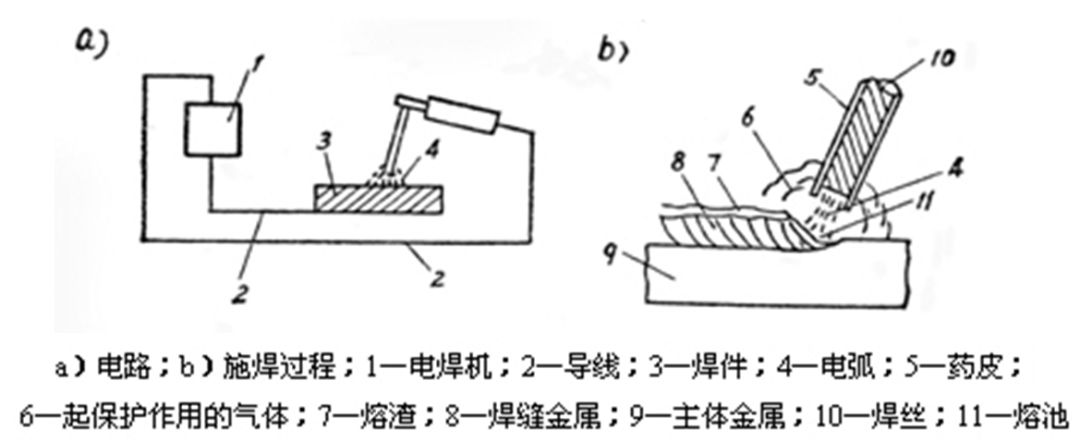
Q4 鋼結(jié)構(gòu)常見(jiàn)焊接方法? 鋼結(jié)構(gòu)常用焊接方法有手工電弧焊,自動(dòng)(或半自動(dòng))埋弧焊,氣體保護(hù)焊。 手工電弧焊: 通電后產(chǎn)生電弧使焊條中的焊絲熔化,滴落在焊件上被電弧所吹成的小凹槽熔池中。 由焊條藥皮形成的熔渣和氣體覆蓋著熔池,防止空氣與熔化的液體金屬接觸,避免形成脆性易裂化合物。
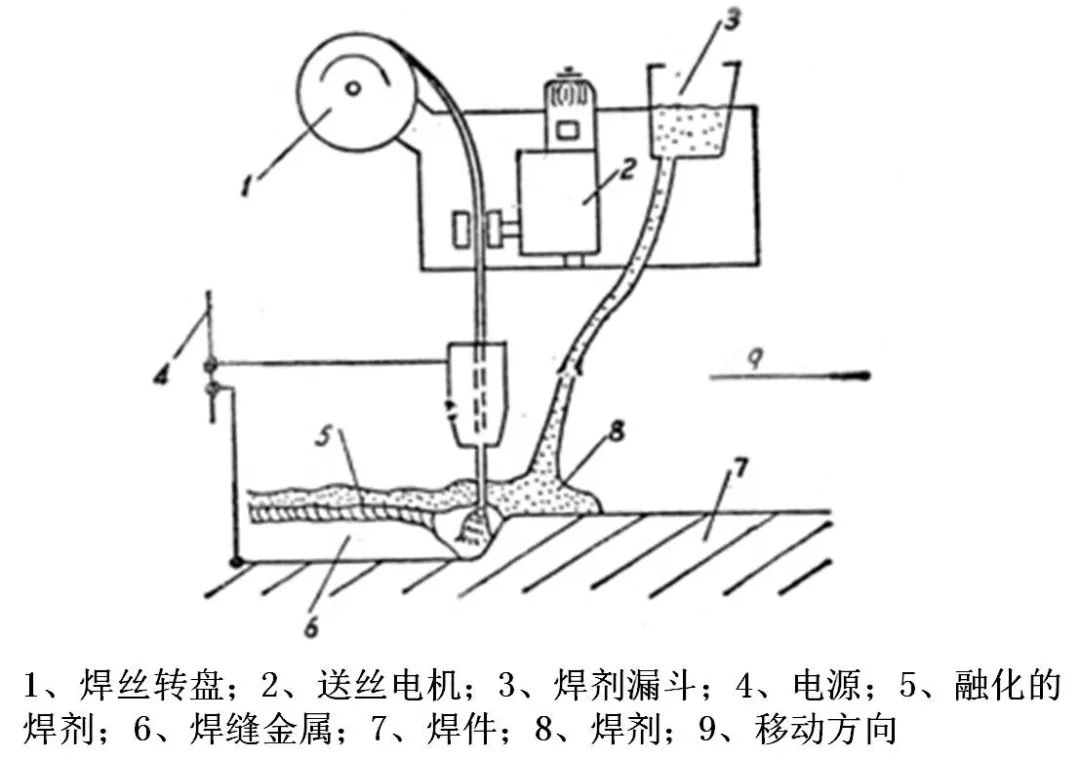
埋弧焊: 電弧在焊劑層下燃燒的一種電弧焊方法。 焊絲不涂藥皮,但施焊端靠由焊劑漏頭自動(dòng)流下的顆粒狀焊劑所覆蓋,電弧完全被埋在焊劑之內(nèi),電弧熱量集中,熔深大,適于厚板的焊接,具有很高的生產(chǎn)率,同時(shí)焊接質(zhì)量好,焊件變形小。
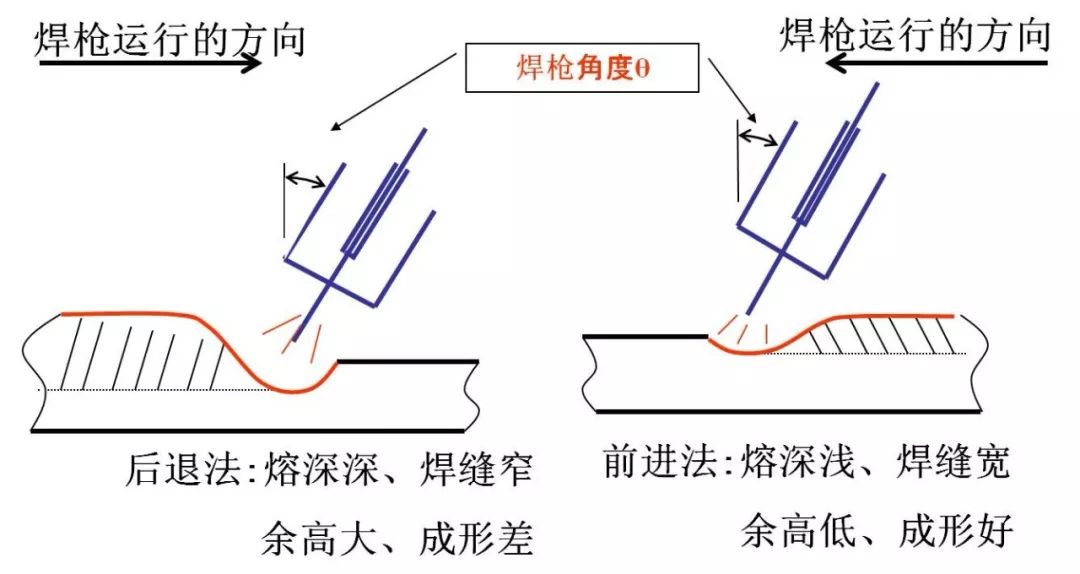
氣體保護(hù)焊: 利用二氧化碳?xì)怏w或其他惰性氣體作為保護(hù)介質(zhì)的一種電弧熔焊方法。 依靠保護(hù)氣體在電弧周圍形成局部保護(hù)層,以防止有害氣體的侵入并保證焊接過(guò)程的穩(wěn)定性。 焊縫強(qiáng)度比手工電弧焊高,塑性和抗腐蝕性好,適用于全位置的焊接,有前進(jìn)法和后退法。
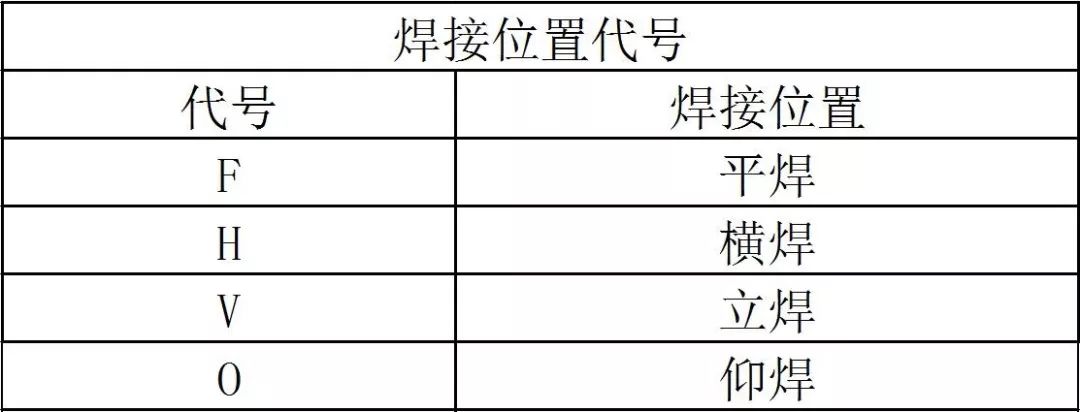
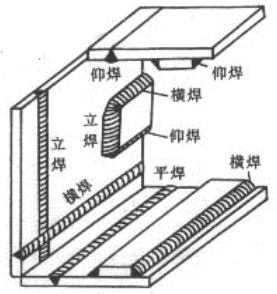
Q5 各種常見(jiàn)焊接代號(hào)? 常見(jiàn)焊接位置、接頭形式、坡口形式、焊縫類型及管結(jié)構(gòu)節(jié)點(diǎn)形式代號(hào)表示形式如下:
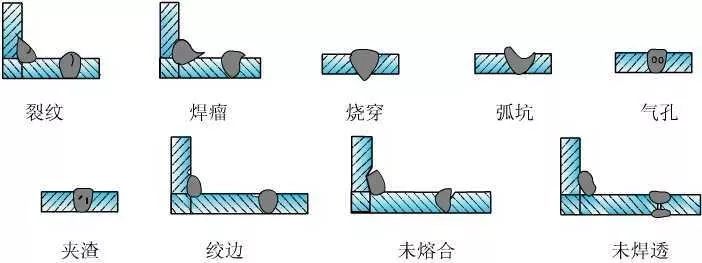
Q6 常見(jiàn)焊接缺陷及產(chǎn)生原因和處理方法? 焊縫缺陷通長(zhǎng)分為六類: 裂紋、孔穴、固體夾雜、未熔合、未焊透、形狀缺陷。
裂紋: 通常有熱裂紋和冷裂紋之分。 產(chǎn)生熱裂紋的主要原因是母材抗裂性能差、焊接材料質(zhì)量不好、焊接工藝參數(shù)選擇不當(dāng)、焊接內(nèi)應(yīng)力過(guò)大等; 產(chǎn)生冷裂紋的主要原因是焊接結(jié)構(gòu)設(shè)計(jì)不合理、焊縫布置不當(dāng)、焊接工藝措施不合理,如焊前未預(yù)熱、焊后冷卻快等。 處理辦法是在裂紋兩端鉆止裂孔或鏟除裂紋處的焊縫金屬,進(jìn)行補(bǔ)焊。
孔穴: 通常分為氣孔和弧坑縮孔兩種。 產(chǎn)生氣孔的主要原因是焊條藥皮損壞嚴(yán)重、焊條和焊劑未烘烤、母材有油污或銹和氧化物、焊接電流過(guò)小、弧長(zhǎng)過(guò)長(zhǎng),焊接速度太快等,其處理方法是鏟去氣孔處的焊縫金屬,然后補(bǔ)焊。 產(chǎn)生弧坑縮孔的主要原因是焊接電流太大且焊接速度太快、熄弧太快,未反復(fù)向熄弧處補(bǔ)充填充金屬等,其處理方法是在弧坑處補(bǔ)焊。
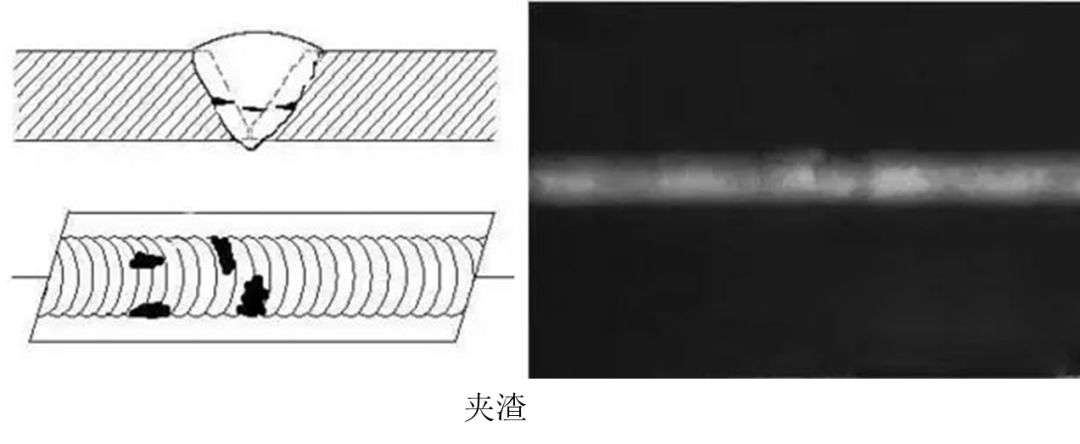
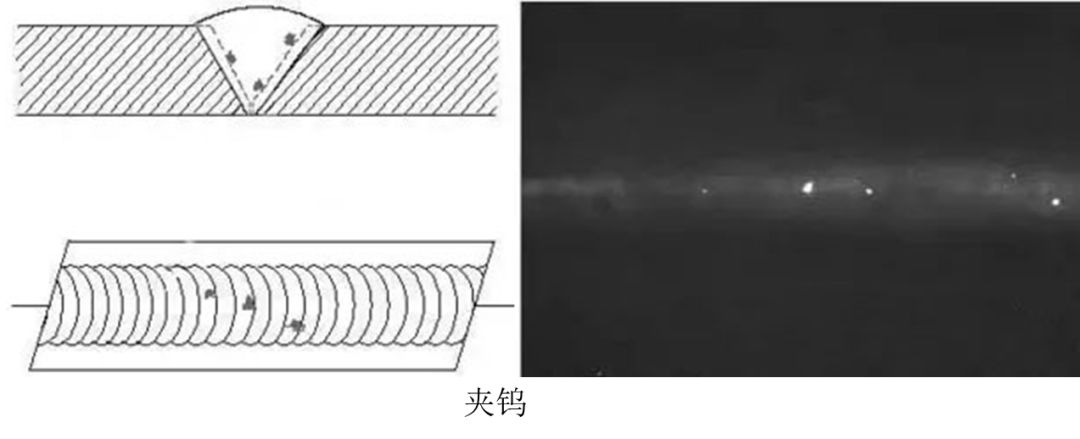
固體夾雜: 有夾渣和夾鎢兩種缺陷。 產(chǎn)生夾渣的主要原因是焊接材料質(zhì)量不好、焊接電流太小、焊接速度太快、熔渣密度太大、阻礙熔渣上浮、多層焊時(shí)熔渣未清除干凈等,其處理方法是鏟除夾渣處的焊縫金屬,然后焊補(bǔ)。 產(chǎn)生夾鎢的主要原因是氬弧焊時(shí)鎢極與熔池金屬接觸,其處理方法是挖去夾鎢處缺陷金屬,重新焊補(bǔ)。
未熔合、未焊透: 產(chǎn)生的主要原因是焊接電流太小、焊接速度太快、坡口角度間隙太小、操作技術(shù)不佳等。 對(duì)于未熔合的處理方法是鏟除未熔合處的焊縫金屬后焊補(bǔ)。 對(duì)于未焊透的處理方法是對(duì)開(kāi)敞性好的結(jié)構(gòu)的單面未焊透,可在焊縫背面直接補(bǔ)焊。 對(duì)于不能直接焊補(bǔ)的重要焊件,應(yīng)鏟去未焊透的焊縫金屬,重新焊接。
形狀缺陷: 包括咬邊、焊瘤、下塌、根部收縮、錯(cuò)邊、角度偏差、焊縫超高、表面不規(guī)則等。
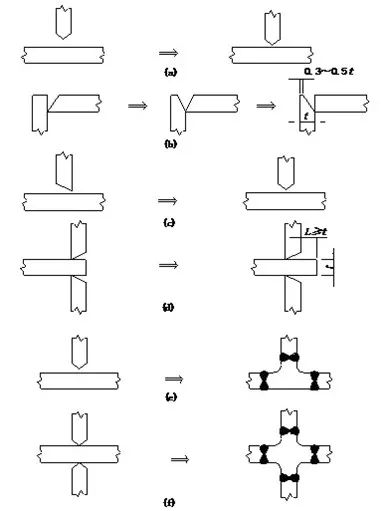
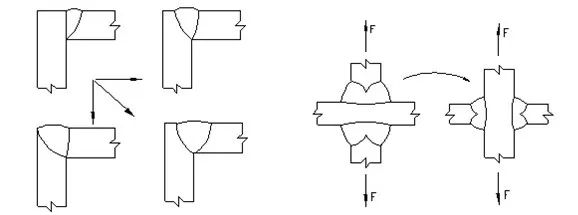
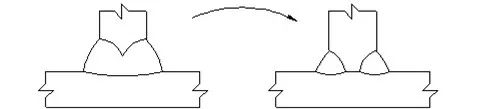
Q7 防止板材層狀撕裂的常見(jiàn)措施? 在T形、十字形及角接接頭中,當(dāng)翼緣板厚度不小于20mm時(shí),為避免或減少使母材板厚方向承受較大的焊接收縮應(yīng)力,并宜采取下列節(jié)點(diǎn)構(gòu)造設(shè)計(jì):
Q8 焊縫質(zhì)量檢查方法? 焊接完成進(jìn)行焊縫檢查時(shí),首先要進(jìn)行外觀檢驗(yàn),用肉眼或放大鏡觀察是否有缺陷,如咬邊、燒穿、未焊透、裂紋、錯(cuò)邊、下榻等,并檢查焊縫外形尺寸是否符合要求。 焊縫內(nèi)部的缺陷常用超聲波檢測(cè),其原理是利用超聲波能在金屬內(nèi)部傳播,并在遇到兩種介質(zhì)的界面時(shí)會(huì)發(fā)生反射和折射的原理來(lái)檢驗(yàn)焊縫內(nèi)部缺陷,根據(jù)波形即可判斷是否有缺陷和缺陷位置。 由于探頭與檢測(cè)件之間存在反射面,因此超聲波檢查時(shí)應(yīng)在焊件表面涂抹耦合劑,且超聲波不能判斷缺陷的類型和大小。
無(wú)損檢測(cè)有時(shí)也用到射線檢驗(yàn),射線檢驗(yàn)有X射線和γ射線檢驗(yàn)兩種。 其原理為當(dāng)射線透過(guò)被檢驗(yàn)的焊縫時(shí),如有缺陷,則通過(guò)缺陷處的射線衰減程度較小,因此在焊縫背面的底片上感光較強(qiáng),底片沖洗后,會(huì)在缺陷部位顯示出黑色斑點(diǎn)或條紋。 X射線照射時(shí)間短、速度快,設(shè)備復(fù)雜、費(fèi)用大,穿透能力小,被檢測(cè)焊件厚度小于30mm。 γ射線檢驗(yàn)設(shè)備輕便、操作簡(jiǎn)單,穿透能力強(qiáng)。
Q9 抽樣檢驗(yàn)時(shí)進(jìn)行結(jié)果判定的依據(jù)是什么?
Q10 哪些情況需要經(jīng)過(guò)焊接工藝評(píng)定? 除國(guó)家鋼結(jié)構(gòu)焊接規(guī)范中免予評(píng)定的條件外,施工單位首次采用的鋼材、焊接材料、焊接方法、接頭形式、焊接位置、焊后熱處理制度以及焊接工藝參數(shù)、預(yù)熱和后熱措施等各種參數(shù)的組合條件,應(yīng)在鋼結(jié)構(gòu)構(gòu)件制作及安裝施工前進(jìn)行焊接工藝評(píng)定。
來(lái)源:建筑工程魯班聯(lián)盟 |